
The API 561–Aligned Approach to Prevent Tube Failures
Learn how reformer tube inspection for steam methane reformers improves safety and reliability under API 561, and how Kontroll Technik’s RPS-360 OD eddy current inspections detect cracking from the OD to the ID.
Why Reformer Tube Integrity Matters in Steam Methane Reformers
Steam methane reformers operate under extreme temperatures and stress. Reformer tubes are expected to deliver stable performance while exposed to high heat flux, internal process pressure, and aggressive operating environments. When tube integrity is compromised, the result can be sudden leaks, furnace upset, unplanned shutdowns, and in the worst cases, tube rupture.
That’s why reformer tube inspection for steam methane reformers is a core part of risk management. The goal is simple: find damage early, understand its severity, and act before it becomes a failure.
API 561 and What It Means for Reforming Furnaces
Many sites align their reformer integrity programs to API 561, which is intended to address reforming furnaces for hydrogen and synthesis gas production. This helps plants standardize expectations for equipment integrity, inspection planning, documentation, and engineering assessment workflows. (Always confirm how your facility applies API standards within its local jurisdiction and internal mechanical integrity program.)
External reference: API’s standards plan listing for Std 561 can be found here: API Standards Plan (Std 561 listing)
How Reformer Tubes Get Damaged
1) Creep and Creep Strain
Creep is time-dependent deformation under high temperature and stress. Over long operating cycles, creep can lead to gradual tube growth, bulging, and reduced remaining life. Dimensional growth trends are often among the most valuable signals for prioritizing tube replacement planning.
2) Thermal Hot Spots and OD-Initiated Damage
Hot spots, flame impingement, and thermal cycling can accelerate damage at the outside diameter (OD). This is important because many cracking mechanisms begin at the OD and progress toward the ID.
3) Cracking Progression: OD to ID
A key integrity risk is cracking that initiates on the OD and grows inward. If your inspection method can’t reliably detect OD-to-ID crack behavior, you can miss early warning signs.
Why UT Is Not Good for Reformer Tube Inspection
While ultrasonic testing (UT) is common in many inspection programs, it is often not a good fit for reformer tubes—especially centrifugally cast alloys—because coarse microstructures can scatter ultrasonic energy and reduce repeatability for the damage types plants care most about (early cracking and reliable characterization).
In practical terms: UT may be used in some heater coil applications, but for reformer tubes, many operators prefer technologies that are better suited to crack detection and consistent repeatable results in these materials.
Eddy Current Testing: Strong OD-to-ID Crack Detection
Eddy current inspection is widely valued for its crack sensitivity, particularly for flaws that initiate at or near surfaces. For reformer tubes, a major advantage is that eddy current methods can be applied to detect cracking behavior that progresses from the OD toward the ID, supporting earlier and more confident decision-making than methods that struggle in coarse-grained cast tube materials.
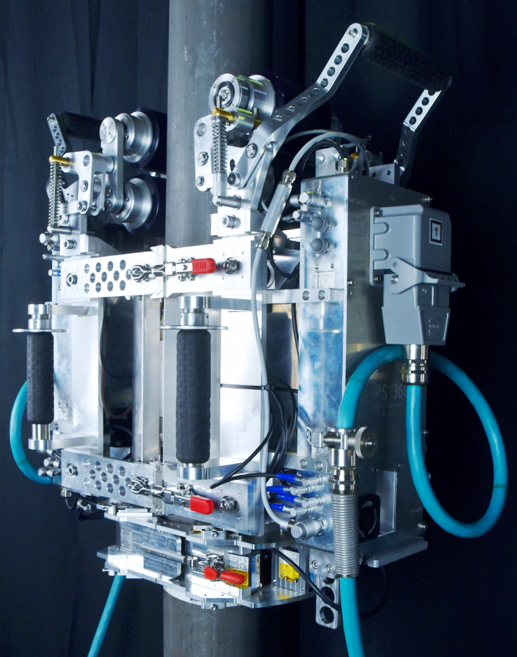
Kontroll Technik’s RPS-360 OD Inspection Approach
Kontroll Technik performs specialized reformer tube inspections using the RPS-360 OD system. The OD inspection system is designed to support:
- 360-degree crack detection
- Repeatable data collection (no couplant required)
- Simultaneous expansion measurement and crack detection
- High data density over the full tube length
- Fast turnaround and on-site reporting support
This aligns with the intent of modern integrity programs: collect high-quality inspection data and convert it into actionable decisions before leaving the site. (Capabilities and workflow descriptions summarized from Kontroll Technik’s OD inspection service page.)
What a Strong Reformer Tube Inspection Program Includes
Pre-Shutdown Planning
- Review tube age, duty, and temperature history
- Identify higher-risk areas (known hot rows, burner patterns, historical hot spots)
- Define inspection scope and reporting expectations
Field Inspection Execution (OD Focus)
- System verification and calibration checks
- Full-length OD scan coverage
- Simultaneous dimensional expansion trending and crack detection
Engineering Review and Reporting
- Tube-by-tube condition assessment
- Crack locations and severity prioritization
- Replacement planning support (focus tubes first, then batch strategy)
- Documentation that supports facility integrity management expectations
Quick Comparison: UT vs Eddy Current for Reformer Tubes
| Topic | UT | Eddy Current (OD) |
|---|---|---|
| Suitability for centrifugally cast tube microstructure | Often limited | Strong |
| OD-to-ID crack detection | Often challenging | Strong capability |
| Repeatability in field conditions | Variable | High (no couplant) |
| Fast tube-by-tube screening during shutdown | Depends on setup | High |
FAQs
How often should reformer tubes be inspected?
Most plants inspect during planned shutdowns/turnarounds, then adjust scope based on tube age, operating severity, and historical findings.
What is the biggest advantage of RPS-360 OD inspections?
High-quality, repeatable OD inspection data that supports both crack detection and expansion trending over the full tube length. Reformer tube inspection is performed to identify early creep damage and metallurgical degradation. For a detailed explanation of how reformer tubes fail, see our article on The API 561–Aligned Approach to Prevent Tube Failures.
Can eddy current detect cracks that start on the OD and grow toward the ID?
Yes—OD-focused eddy current inspections are specifically valuable for identifying cracking that initiates on the outside surface and progresses inward.
Why do many operators avoid UT for reformer tubes?
Because reformer tube materials and conditions can make UT less repeatable and less effective for the early crack/degradation signals that integrity teams need.
Do you provide reporting before leaving the site?
Kontroll Technik’s OD inspection page describes providing customer reporting before leaving the plant based on the collected tube data.
Where can I learn more about your OD inspection service?
Visit the Kontroll Technik OD inspection page: OD Reformer Tube Inspection
Talk to Kontroll Technik About Your Next Turnaround
If your facility operates steam methane reformers, Kontroll Technik can support your turnaround planning with specialized OD/ID reformer tube inspections using the RPS-360 system and experienced data interpretation.