Heat Exchanger Tube Inspection
Heat exchangers, nuclear reactors, boilers and condensers are used in all fields of energy supply, such as the oil, gas and petrochemical industries. Failure of the tubing within these heat exchangers, will result in the undesirable discharge and mixture of the contained media.

Consequences of Defective Heat Exchanger Tubing
• Loss of investment due to damage of high value plant components.
• Loss of profit due to interruption or complete breakdown of plant production.
• Increased reject rate due to a mixture of media.
• Environmental pollution.
• Loss of image.
Our state of the art corrosion inspection method with the eddy current technique, can help avoid costly production disturbances, by early detection of possible tube wall damage. This with the advantage of accurate documentation for further preventative maintenance.
KontrollTechnik carry out all inspections with the latest state of the art TMT EddyMax® eddy current computerized technology, which provides fast data acquisition and entire defect result documentation.
With 35 years of field experience our operators and analysts ensure a reliable and quality service to all inspection tasks undertaken, no matter how extraordinary the requirements.
Applications
Accurate choice of inspection method to give optimal defect detection and results.

Conventional Multifrequency EC
• Multifrequency eddy current method for inspection of non ferromagnetic tubes in heat exchangers, condensers, coolers, reactors, heaters, air conditioning coolers
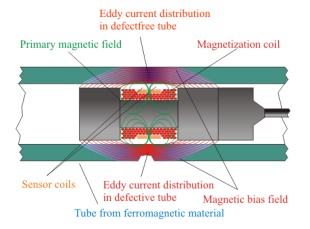
Magnetic Bias Eddy Current
• Magnetic bias eddy current defect detection within ferromagnetic tubes using superimposed DC field magnetization. Sensitive for local defects.
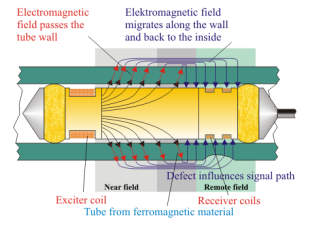
C-MEC®-Remote Field Eddy Current
• Multi-frequency remote field eddy current inspection method, for defect detection within ferromagnetic and thick wall non-ferromagnetic tubes.
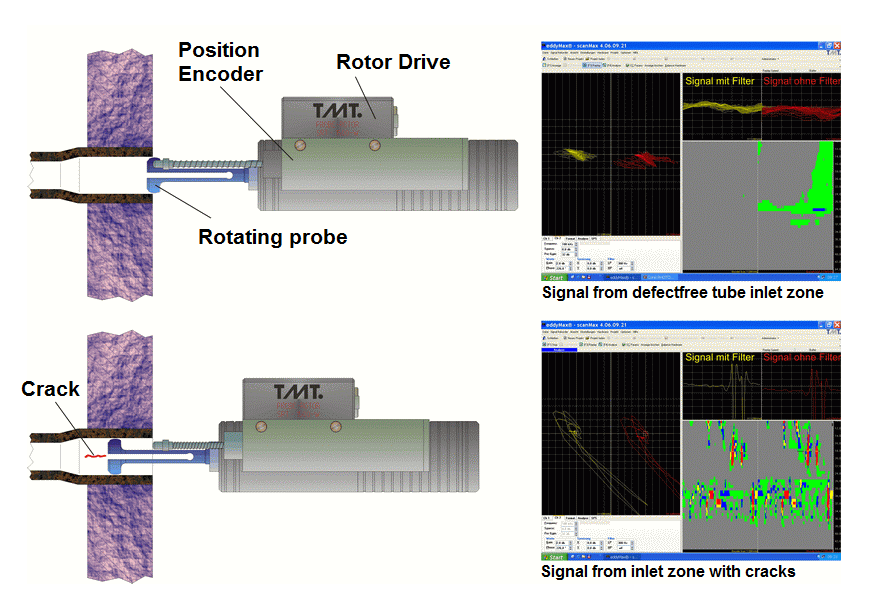
RotoScan RP-Method
• C-Scan inspection with rotating eddy current probes, for defect detection
in bore holes, pipes and tube expanded zones, within ferromagnetic and
non-ferromagnetic materials.
Extended Service
• Comprehensive data and documentation for further tube defect monitoring.
• Remote controlled manipulator systems

Applications
• Inspection of straight tubes from diameter > 4 mm
• Inspection of bended tubes
• Inspection of boiler tubes
• Inspection of finned tubes
• Inspection of air cooler tubes
• Inspection of the tube expanded zone and welds
• Remote controlled tube inspection in high radiation areas or areas with difficult access
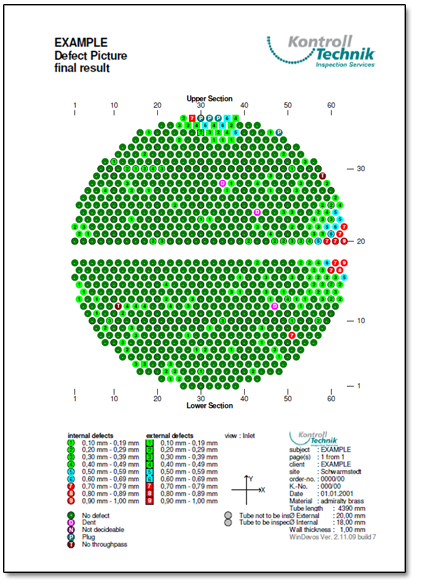
Documentation
• Tube sheet map
• Colored defect map
• Graphical and numerical statistics
• Single tube monitoring
• Plugging map by free choice of plugging limits
• Defect progression map
• Defect progression statistics
• Single tube defect progression